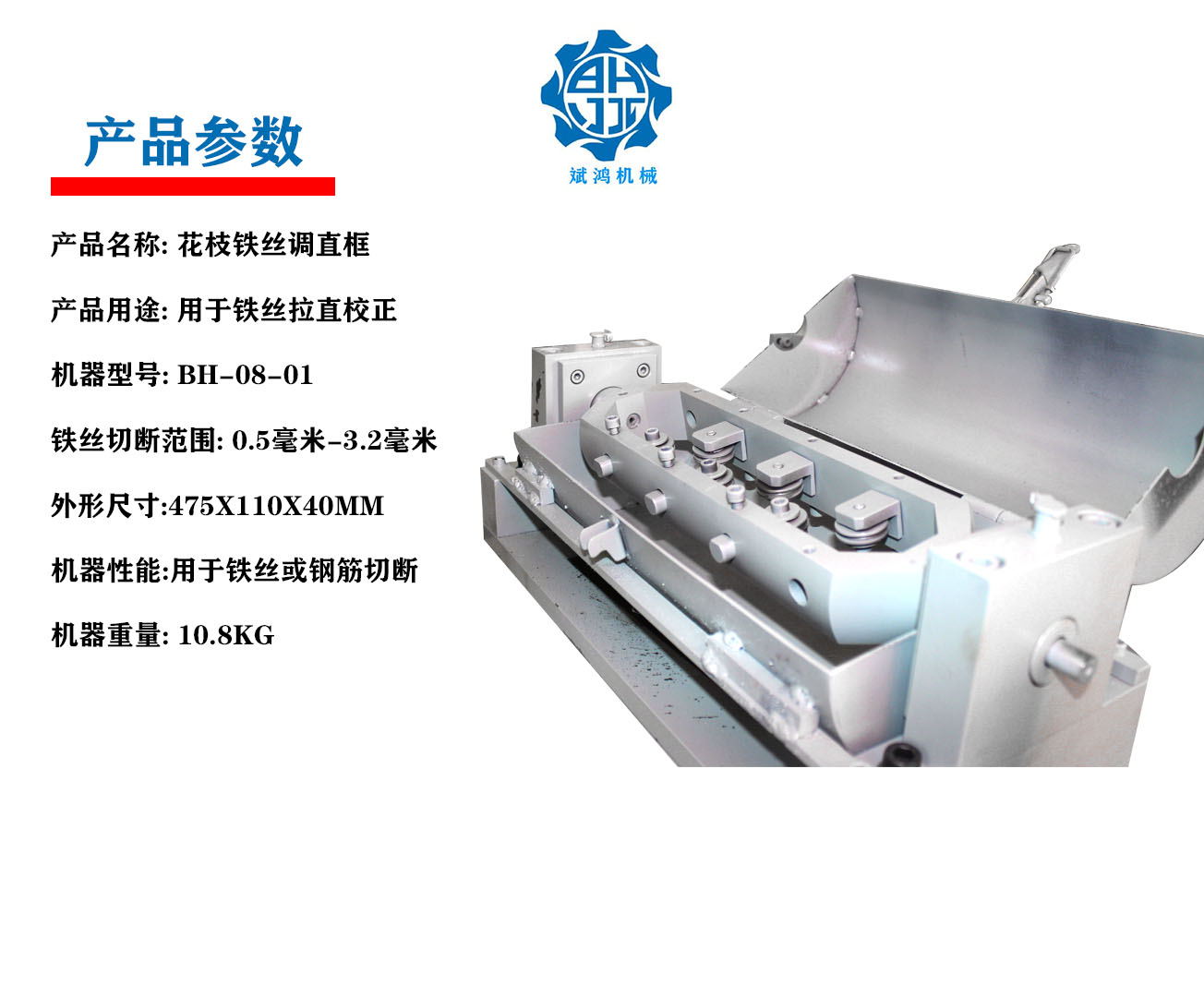
CE标准切断机设计,前后护罩保护,符合产品安全要求,独立压纤维,切纤维,结构设计装置,斜刀切纤维装置,切刀外部微调深浅技术装置,刀架间隙可调技术装置,程控电路设计,编程任意设定,精密数控进料电路设计,精确定位,复位保护,数码显示裁切尺寸。

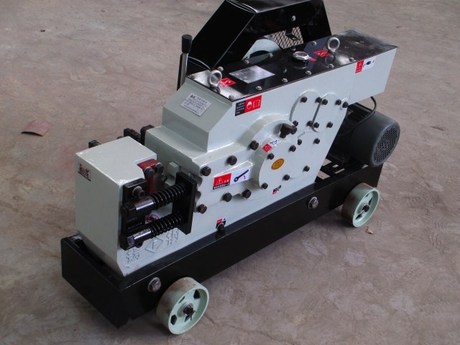
由于钢筋切断机技术含量低、易仿造、利润不高等原因,所以厂家几十年来基本维持现状,发展不快,与国外同行相比具体有以下几方面差距。 国外切断机偏心轴的偏心距较大,如日本立式切断机偏心距24mm,而国内一般为17mm.看似省料、齿轮结构偏小些,但给用户带来麻烦,不易管理.因为在由切大料到切小料时,不是换刀垫就是换刀片,有时还需要转换角度
国外切断机的机架都是钢板焊接结构,零部件加工精度、粗糙度尤其热处理工艺 过硬,使切断机在承受过载荷、疲劳失效、磨损等方面都超过国产机器.国外机型一般采用半开式结构,齿轮、轴承用油脂润滑,曲轴轴径、连杆瓦、冲 切刀座、转体处用手工加稀油润滑.国内机型结构有全开、全闭、半开半闭3种,润滑 方式有集中稀油润滑和飞溅润滑2种。
购买情况,选择几家认为有信誉的厂家之后就可以进行登门拜访的方式,或者是去市场上看他们的商品,做记录。卖的好的不一定是质量好的,一定要选择适合自己产品。质量好的圆钢切断机,在工作中发挥的作用还是非常大的,一方面产品的质量能够达到要求,生产效率得到很大的提高;另一方面对操作人员an全有很大的保障,工程固然重要,an全还是放在di一位。